
Представьте себе процесс покраски, где нет ни растворителей, ни кистей, ни потеков. Есть только сухой цветной порошок и металлическая деталь. Вы нажимаете на курок пистолета, облако пыли летит к детали и… намертво прилипает к ней, равномерно обволакивая даже самые сложные изгибы. Это не магия, это физика. А точнее — электростатика.
Чтобы порошковая краска «работала», ее частицы должны получить и удержать электрический заряд. Это происходит либо под действием коронного разряда в распылителе, либо посредством трения (трибозарядка). Заряженные частицы краски летят к заземленной детали, притягиваются к ней и удерживаются электростатическими силами до момента запекания в печи.
Звучит просто? На практике эта система довольно капризна.
Заряжаемость краски — способность частиц принимать заряд — зависит от целого ряда факторов: влажности воздуха, размера самих частиц, напряжения на пистолете и состояния вашего оборудования. Если хоть один элемент выпадает из системы, краска просто осыплется. Давайте разберемся, что может пойти не так.
Фактор 1: Влажность воздуха — невидимый враг
Воздух в покрасочной камере — это не просто пустота, это активный участник процесса. Вода в воздухе может стать серьезной помехой. Если влажность слишком высокая, эффективность электростатической зарядки падает. Влага оседает на поверхности частиц порошка и работает как проводник, прерывая действие электростатического заряда. В итоге краска плохо переносится на деталь.
Но и слишком сухой воздух — это плохо. Низкая относительная влажность ухудшает характеристики электрической короны пистолета, и порошок просто не получает необходимого заряда.
Где же «золотая середина»? Оптимальные условия для нанесения и хранения краски — это температура 18–25°C и относительная влажность воздуха 40–60%.
Фактор 2: Размер имеет значение (и форма тоже)
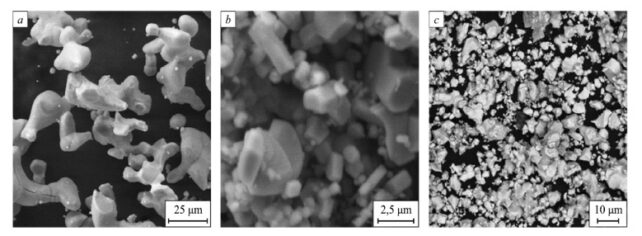
Порошковая краска — это не однородная пыль, а смесь частиц разного размера. Этот параметр называется гранулометрическим составом, и он критически влияет на эффективность зарядки.
Физика процесса описывается формулой Q = f(t; E; a), где заряд (Q) зависит от времени зарядки (t), напряженности поля (E) и размера частиц (a). Если говорить проще: заряжаемость частицы зависит в первую очередь от её площади поверхности, а значит, она прямо пропорциональна квадрату её диаметра.
Что это значит на практике? Слишком мелкие частицы (менее 10 мкм) заряжаются плохо и любят сбиваться в комки (агломерировать). Слишком крупные частицы (более 100 мкм) — это «тяжеловесы». У них слишком большая инерция, и электростатические силы просто не могут удержать их на детали.
Влияет даже форма и состав. Гладкие частицы заряжаются лучше, чем частицы неправильной формы, которые могут получать заряд неравномерно. Кроме того, разные типы красок ведут себя по-разному: эпоксидные составы обычно заряжаются лучше полиэфирных, а обилие наполнителей и пигментов может снизить способность краски заряжаться трением.
Фактор 3: Напряжение — больше не значит лучше
Казалось бы, чтобы лучше зарядить краску, нужно просто «накрутить» вольтаж на пистолете. Но это ловушка. Избыточное напряжение на электроде может привести к появлению обратной ионизации и осложнить прокрашивание углублений и сложных участков. В таких случаях напряжение рекомендуется уменьшать. Главное — не переусердствовать и не снизить его настолько, что порошок перестанет удерживаться на подложке.
Фактор 4: Состояние оборудования — чистота залог успеха
Даже самая лучшая краска не ляжет, если ваше оборудование «устало» или загрязнено. По мере износа деталей пистолета-распылителя повышается доля порошка, который пролетает мимо, так и не зарядившись. Если внутренние элементы распылителя изношены, это напрямую бьет по эффективности зарядки — их нужно немедленно менять. Засорение каналов внутри пистолета приведет к тому, что краска будет «плеваться» — подаваться прерывисто или неравномерно.
И, наконец, важнейший элемент — заземление. Если заземления нет или оно некачественное, сама окрашиваемая деталь начинает накапливать заряд. В результате она, вместо того чтобы притягивать краску, начинает отталкивать одноименно заряженный порошок. Запомните цифру: оптимальное сопротивление заземления должно быть не более 800 кОм.
Качественная порошковая покраска — это баланс между физикой процесса и состоянием техники. Следите за влажностью, выбирайте правильную краску и держите оборудование в чистоте — и магия притяжения будет работать на вас.
Адрес поставщика ЛО, г. Гатчина. ул. Железнодорожная 45
Телефон +7 (931) 599-37-95
E-mail dealers@primatek.ru